
1 Introduction
By year 2021, over 130 countries have pledged carbon neutrality to address the challenge of global warming [19]. CO2 emissions come mostly from power generation, industrial sectors, and transportation, accounting for 43.9%, 19.7%, and 25.7% of global CO2 emissions in 2019, respectively [27]. Reducing CO2 emissions in industrial sectors is essential, especially for cement production, accounting for 2.3 billion tons or 7% of the global CO2 emissions [27,28] in 2019. China is currently the world’s largest cement producer (~ 55% of the world). Other growing regions, such as India and Africa, may also see rapid growth in cement manufacturing in the near future. Around 60% of CO2 emission in cement production comes from the calcination of CaCO3 for CaO, 30-40% is from fuel combustion to provide high temperatures required in the kiln, and the rest are indirect emissions due to electricity consumption [21]. Therefore, decarbonizing cement manufacturing should address two challenges: CO2 emission from CaCO3 calcination and fossil fuel substitution. According to the International Energy Agency [28], four approaches are suggested to minimize carbon emissions from cement manufacturing: 3% through thermal efficiency improvement, 12% through fuel substitution, 37% through clinker reduction in cement, and 48% through innovative technologies including carbon capture. Carbon capture is considered to be the most promising method for the decarbonizing cement manufacturing.
Currently, many carbon capture technologies have been proposed for the cement industry, which can be generally categorized into pre-combustion, post-combustion, and oxyfuel combustion. Pre-combustion carbon capture is rarely considered in the cement industry since it cannot capture the majority of CO2 produced by CaCO3 decomposition. Post-combustion carbon capture separates CO2 from the flue gas by physical or chemical approaches, and various technologies have been developed, such as monoethanolamine (MEA) absorption, calcium-looping, and membrane separation.
MEA absorption has been used in industrial-scale applications [47] where the cooled flue gas was sent to MEA absorbers for CO2 absorption. The CO2-rich MEA solution is then regenerated by heating with an energy consumption of 4-6 MJ per kilo of CO2 [47]. The waste heat in cement production cannot supply enough heat required for the regeneration process and external heat is needed [48], which significantly increases the cost of CO2 capture. It is challenging to address the corrosion and degradation of MEA due to trace components in the flue gas (NOx and SOx) Another liquid-based CO2 capture technology, absorption of CO2 by NH3 solution, is less energy-intensive than MEA absorption, but NH3 regeneration still requires external heat. Although the cost of this technology can be reduced through co-production with other chemicals including urea and NH4HCO3 [1], the volatility of NH3 and the low reaction rate become the main barriers to its application.
In calcium-looping, CO2 reacts with CaO and is then captured in the decomposition process of CaCO3 at high temperatures. After multiple reaction cycles, the sorbent activity decreases, necessitating the makeup of fresh sorbent. Calcium-looping is particularly suitable for cement plants because the deactivated sorbent can also be used in cement production [39]. The heat generated from the high-temperature CaCO3 decomposition can be applied for power generation. Despite the low-cost advantage of CaO as the CO2 absorber, the cost of cement is considered to increase significantly due to the additional fuel consumption and oxygen production unit.
Oxyfuel increases the percentage of oxygen in fuel combustion, which results in a higher CO2 concentration in the flue gas and a reduction in energy consumption in the subsequent CO2 separation. It is regarded as one of the most promising CO2 capture technologies [17]. However, a large-scale air separation system is required to provide oxygen. Meanwhile, due to the significant differences between oxyfuel and air-combustion in reaction and flame behavior, many devices including the kiln and calciner need to be redesigned differently from current cement plants [25].
As discussed above, the high energy consumption coupled with high cost is the main challenge for current decarbonization technologies in the cement industry. The calciners generate around 80% of the CO2 in cement production, which comes from two processes: one is the decomposition of CaCO3 and the other is fuel combustion. Pure CO2 is generated during the decomposition of CaCO3, which in principle could be easily captured. However, due to the use of air in the fuel-burning process, pure CO2 is mixed with flue gas, making CO2 separation in the post-combustion capture challenging. Many studies [9,26,34,40] have focused on low-energy consumption methods to separate CO2 from the calciner. Rodríguez et al. [40] proposed to deploy oxyfuel combustion only for the calciner instead of the whole cement plant. Only the CO2 generated in the calciner can be captured, avoiding the high energy consumption in purifying the rotary kiln flue gas with a low CO2 concentration. Moumin et al. [34] evaluated the techno-economic potential of solar-based calciners and discovered that up to 17% of CO2 emissions can be reduced. Benhelal et al. [9] presented a more universal approach in which a CO2 stream provides heat in the calciner, and the energy is collected via a heat exchanger from the high-temperature flue gas of natural gas combustion. As a result, the CO2 from CaCO3 can be directly separated in a controlled manner. Similarly, a new calciner with internal and external chambers separated by a steel vessel was proposed in the EU’s Low Emission Intensity Lime and Cement project [26]. The external chamber was used for fuel combustion and provides heat to the CaCO3 decomposition in the internal reactor. These studies show that CO2 capture for calciner only is promising in terms of cost reduction, however, low-carbon heating methods that allow for low-energy consumption CO2 separation still require further investigation.
Renewable energy cost is steadily decreasing, which is comparable to or even lower than power generation by fossil fuel in some regions of the world [10]. The calciner may be able to employ direct electrical heating in the future due to the low cost and low carbon emissions of power from renewable sources. Several recent studies have highlighted the potential of low-carbon renewable energy in industrial decarbonization through electrification and the replacement of fossil fuel as a high-temperature heat source [46]. Due to their intermittent nature, renewable energies confront significant storage issues. As a result, we present a thermal energy storage-based solution for calciner CO2 capture using renewable energy electrical heating, which may handle both the issues of cement CO2 capture and the efficient utilization of renewable electricity.
In this work, techno-economic analysis is performed on a high-temperature thermal energy storage (TES)-based cement manufacturing process. In section 2, the details of the TES-based process are described as well as the modeling method. Based on the modeling results, the energy consumption, the direct and indirect CO2 emissions The energy consumption and the CO2 equivalent emissions are calculated based on the modeling results. In section 3, an economic analysis is performed for TES materials with different thermal storage forms, followed by a comparison with other carbon capture benchmarking technologies.
2 Methodology
The traditional cement manufacturing process consists of three processes (Fig. 1a) [24]. The first is mixing and crushing of limestone and clay to form raw meal with specific component percentage and powder size distribution. The second process is pyro-processing. This process constitutes the four core devices for clinker production: a five-stage preheater, a pre-calciner, a rotary kiln, and a great cooler. In the final process, the lump clinker is crushed and ground into powder, and then mixed with other additives to become commercial cement. In the preheater, the raw meal is heated up to 760 oC by the flue gas and then enters the calciner, in which over 90% of CaCO3 and all of MgCO3 is converted to CaO and MgO, respectively. The energy needed for the high-temperature decomposition is provided by coal combustion, flue gas from the kiln, and the tertiary air. The solid meals enter the rotary kiln at 860 oC and slowly move towards the high-temperature combustion zone counter-currently with the gas stream. Several chemical reactions and melting occur in sequence throughout the flow of the solid stream, with heat provided by fuel burning and the secondary air, as shown in Fig. 1a. The melted clinker reaches around 1450 °C at the kiln end and is then discharged to the grate cooler. In the cooler, the liquid clinker is rapidly cooled down by air and the heated air is divided into three streams and fed to the calciner, the kiln, and the environment or a heat recovery system. The flue gas leaves the preheater at around 300 oC and is sent to a waste heat recovery system if existed or a raw meal mill.
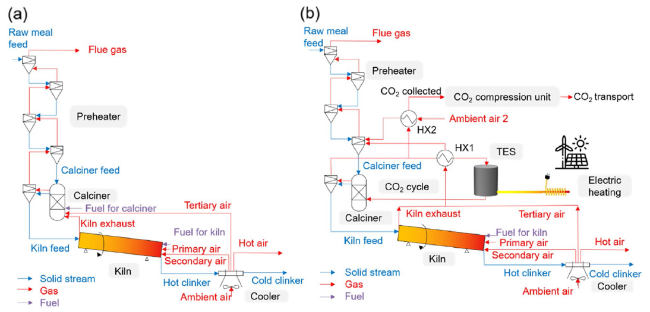
Fig. 1 a The reference cement manufacturing process. b The cement manufacturing process with calciner powered by the TES system |
Figure 1b shows the proposed cement manufacturing process integrated with thermal energy storage. Since CO2 is mainly generated in the calciner, an electric heating system and a TES system are adopted to replace the fuel burning for the calciner. The high-temperature TES system will be charged with renewable energy and then be discharged in the CaCO3 decomposition. During cement manufacture, CO2 is circulated between the TES unit and the calciner to provide the required heat. The tertiary air from the cooler and the flue gas from the rotary kiln are replaced by the high-temperature CO2 flow from the thermal energy storage to ensure a pure CO2 atmosphere. Thus, the raw meals are decomposed in an environment with pure CO2. After the calciner, the solid and gas streams are separated after entering the fifth preheater. Subsequently, part of the gas stream is sent back to the TES unit with the same mass flow rate as those entering the calciner. The remaining CO2 which is generated in the CaCO3 decomposition can be captured directly. For the feed-in process from the preheater to the calciner, a transition chamber, i.e., a solid silo, can be used to separate the CO2 stream in the calciner and the air stream in the preheater. Solid silos are widely used in the cement industry with solid storage requirements. A similar method could be used for the feed-out process from the calciner to the kiln. For the captured CO2, heat recovery is realized by a gas-gas heat exchanger to preheat the raw materials. Meanwhile, the high-temperature thermal energy from the kiln exhaust gas and the tertiary air can also be partly recovered to the circulating CO2 stream to reduce the thermal load in the TES system. The mass and energy flow in the preheaters, the kiln exhaust, and the dispensing of hot air from the cooler need to be rebalanced from process modeling.
To quantify the material and energy stream in steady-state, the process shown in Fig. 1 is modeled using Aspen HYSYS software [5]. The data of the manufacturing process is adopted from a reference cement plant with clinker productivity of 3000 t/d in the EU Horizon 2020 project “CO2 capture from cement production” [48]. Coal is selected as fuel in the modeling in line with the current cement industry in China. The fuel composition (% wt.) is 69% C, 4% H, 0.5% S, 0.48% N, 9% O, 16.5% Ash, 0.5% H2O, 0.02% Cl with the low heat value (LHV) of 27 MJ/kg, and the ash consists of 13.8% SiO2, 3.3% Al2O3, 2.0% Fe2O3, 1.5% CaO. The composition of raw meal is 79.3% CaCO3, 13.8% SiO2, 3.3% Al2O3, 2.0% Fe2O3, 1.5% MgCO3. The thermodynamic properties and chemical reaction properties of the solid components are obtained from Nhuchhen et al. [35].
The calciner is modeled with a conversion reactor involving the decomposition of 95% CaCO3 and all the MgCO3 in the raw meals and the possible fuel combustion. The rotary kiln is simplified to four consecutive conversion reactors corresponding to the reactions within different temperature ranges [6]. For reactions in kilns, full conversion of reactants is assumed until one reactant is exhausted. In the first stage or the entrance of the kiln, the remaining CaCO3 is completely decomposed. In the second stage, the exothermic reaction between CaO and SiO2 occurs at around 1200 °C, and Ca2SiO4 (shorted as C2S) is produced. Then, two endothermic reactions occur with the formation of Ca3Al2O6 (C3A) and Ca4Al2Fe2O10 (C4AF) in the third stage or the sintering zone. Meanwhile, the formed liquid phase promotes the unreacted CaO and C2S to become C3S. The final process in clinker formation is the melting of the solid phase in the fourth stage, which requires a large amount of heat above 1400 °C. Chemical reactions and the required thermal energy are listed in Fig. 2. In the TES-based cement production process, it is assumed that the calciner temperature only influences the decomposition of CaCO3 and that the generation of C2S, C3S, C3A, and C4AF will not occur in the calciner. Other parameters used in the modeling, including the cyclone efficiency, heat loss, are derived from the EU’s “CO2 capture from cement production” project [11].
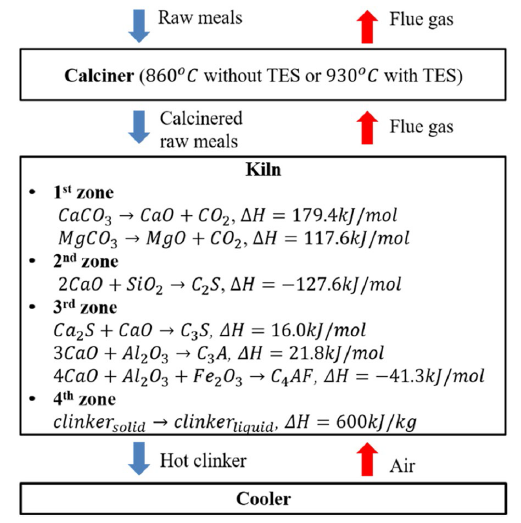
Fig. 2 The chemical reactions in the kiln modeling |
The calciner temperature is an important parameter that influences the decomposition rate of CaCO3 together with other parameters, including the composition, porosity, size of the raw meals, and the local CO2 concentration. Specifically, the occurrence of this reversible reaction is related to temperature and CO2 concentration [12]. A higher CO2 content necessitates a higher temperature for the decomposition process. 860 °C is usually required for the calcination process with air-assisted combustion and CO2 mole fraction around 30%. The adopted temperature is much higher than the theoretical equilibrium temperature to ensure rapid decomposition of CaCO3 due to the short residence time in the calciner. For the proposed manufacturing process, the reaction environment is pure CO2 and the equilibrium temperature of the CaCO3 decomposition is around 900 oC. To ensure the decomposition ratio, the calciner temperature needs to be increased. A few oxyfuel calciner studies [42] suggest that a calciner temperature of 920 °C-950 °C is required with a high CO2 concentration of up to 90%vol. Benhelal et al. [9] adopted 930 °C in the cement process modeling with pure CO2 in the calciner. In this work, the same value of 930 °C is adopted as the calciner temperature. Other adopted parameters in the process modeling are provided in Table 3 of the Appendix.
The most essential aspects of the TES system are the system configuration and TES materials, which are determined by a variety of parameters, including the application scenario, TES material properties, operation conditions, and economic viability. Since the required decomposition temperature in the calciner is over 930 °C, only TES materials with working temperatures higher than this value can meet the requirements of the calciner operation. The TES system needs to meet the requirements of temperature and CO2 compatibility, which can be realized in sensible TES, latent TES, and thermochemical energy storage (TCES). The packed-bed configuration is the most adopted solution for the TES system. The sensible TES materials, such as firebricks [43] and natural silica sand [30], can be adopted due to their low cost with higher working temperature than the calciner temperature. The charging/discharging processes can be realized by the sequential flow of cold or hot fluids through the TES materials or thermal radiation from electric heater wires [43]. Latent TES relies on phase change materials (PCM) with a high melting point and high latent heat, including Si [54] and Si-B alloys [16], etc. A configuration similar to the sensible TES can be adopted, i.e., the packed-bed with encapsulated PCM [23] and the array structure with tubular encapsulation [38]. As for thermochemical energy storage, the reactant, SrO/SrCO3 [7] and BaO/BaCO3 [4], can discharge at temperatures up to 1150 °C and 1300 °C, respectively. And they may be available as candidate TCES materials with CO2 compatibility. The available high-temperature TES materials and their physical properties have been summarized in Table 1.
Table 1 TES materials and auxiliary materials discussed in the modeling process |
| Thermal Storage Materials | Melting point/Reaction temperature (°C) | Density (kg/m3) | Specific heat capacity (kJ/(kg·K)) | Latent heat of fusion/Reaction enthalpy (kJ/kg) | Cost ($/kg) |
|---|---|---|---|---|---|
| Al2O3 firebrick [43] | 2054 | 3987 | 0.84 | - | 0.5 |
| MgO firebrick [43] | 2852 | 3581 | 0.96 | - | 0.5 |
| SiC firebrick [43] | 2093 | 3160 | 0.75 | - | 1.5 |
| Si [31] | 1414 | 2330 | 1.04 | 1800 | 1.7 |
| SrCO3/SrO [7] | 1150 | 3500 | 0.51 | 500-1000 | 0.88 |
| BaCO3/BaO [4] | 1300 | 4290 | 0.51 | 278 ~ 531 | 0.34 |
| Insulation | - | 3987 | 0.84 | - | 0.5 |
| Vessel (carbon steel) | - | 2100 | 0.49 | - | 0.8 |
| Capsule (graphite) [2] | - | 1800 | 710 | - | 7.0 |
The thermal load of the calciner is constant under stable production, while the temperature output of the TES system may vary during long-term operation. Here, the simple sensible TES and latent TES configurations of packed-bed are numerically investigated. The purpose is to determine the energy output performance throughout a 16-hour daily discharge period for economic evaluation. In the case of a known thermal load of the calciner, the amount of TES materials is calculated as follows:
${m}_{TES}=Q/{q}_0$
where q0 refers to the energy storage density, and Q refers to the thermal load of the calciner from the process modeling. For sensible TES, q0 = cp,s (Tmax-Tmin), where Tmax and Tmin denote the maximum and minimum temperature of TES materials during the discharging process. Tmin is derived from the calciner temperature of 930 °C. For latent TES and thermochemical energy storage, the energy storage density is the latent heat of fusion or reaction enthalpy, respectively.
The geometry design of the TES storage tank is derived from molten salt thermal energy storage and has been applied in TCES [8]. The TES material is covered with refractory bricks and carbon steel vessels to provide thermal insulation and structural support. The height and diameter of the cylinder can be determined as
$\begin{array}{c}H_{TES}=\sqrt[3]{V_{TES}/\pi(1.357)^2}\\d_{TES}=2.714H_{TES}\end{array}$
Thermal insulation is an essential component of high-temperature thermal energy storage as it determines the efficiency of the system. Considering the cylindrical pack-bed configuration, the surfaces to be insulated are the top, bottom, and circumference of the cylinder. Heat leakage is calculated through one layer of insulation with the same thickness. The thermal energy storage material is assumed to be uniform in temperature during the heat leakage process, with the specified storage temperature as the initial state. Then the leakage rate through the insulation can be obtained through a one-dimensional steady-state heat transfer process in the top, bottom, and the circumference:
${P}_{leak}=k\left(2{A}_c\frac{\Delta {T}_n}{\delta_{ins}}\right)+k\cdot 2\pi H\frac{\Delta T}{\ln \left(\frac{D+2{\delta}_{ins}}{D}\right)}$
where δins is the thickness of the insulation layer, k is the bulk average thermal conductivity of the insulation, ΔT is the temperature difference across the insulation, Ac is the cross-sectional area of the inner insulation, H and D are the inner height and diameter of the cylindrical shell wrapped around the energy storage material. The temperature of the outer wall is set to 25 °C, and the thermal conductivity of the insulation layer is provided in Table 1. The heat leakage during 24 hours can be expressed as ΔQ = PleakΔt, and the insulation thickness can be yielded with the specified heat loss ratio of 2% per day: ΔQ/Q0 < 2% [43]. As for the steel vessels, the thickness is provided by δsteel = 0.00133Hsteel. Finally, the amount of TES materials, insulation, vessels, and the associated costs can be evaluated.
For the heat transfer in the packed bed, a one-dimension model is always adopted in the flow direction for gas and solid [45]:
$\epsilon {\rho}_g{c}_{p,g}\left(\frac{\partial {T}_g}{\partial t}+u\frac{\partial {T}_g}{\partial z}\right)={h}_pa\left({T}_s-{T}_g\right)$
${\rho}_s\left(1-\epsilon \right){c}_{p,s}\frac{\partial {T}_s}{\partial t}={k}_{s, eff}\frac{\partial^2{T}_s}{\partial {z}^2}-{h}_pa\left({T}_s-{T}_g\right)$
where ρ and cp are the density and thermal capacity, ϵ (=0.35) denotes the void fraction of solid, hp is the convective heat transfer coefficient, a is the specific solid area, ks,eff (=(1-ϵ)ks) is the heat conductivity of the solid, respectively. In the above model, heat conduction in the gas is ignored because the thermal conductivity of the gas is low. Verification of Eq. 4 with/without the heat conduction term has also been carried out in Section 3, and the results show that the axial heat conduction in the gas is negligible. For a packed bed filled with solid particles of diameter dp = 5 cm, the specific solid area can be expressed as a = 6(1- ϵ)/dp. The heat transfer coefficient between the working fluid and the particles is estimated with the empirical equation at a low Reynolds number [36]:
$Nu=\frac{h_p{d}_p}{k_g}=2+1.1{\mathit{\Pr}}^{1/3}R{e}_p^{0.6}$
where Pr (=cp,gμg/kg) and Rep (=ρgdpϵug/kg) denote the Prandtl number and the Reynolds number, respectively.
For phase change materials, the phase change process is described by the effective heat capacity method. The latent heat is simplified as a sensible heat capacity in a small temperature range, ΔTlat = Tm2-Tm1, where Tm2 and Tm1 are the solid-liquid transition temperature and the solid-solid transition temperature [45]. Therefore, the thermodynamic properties of the phase change material can be yielded in the phase transition process:
${C}_{p,s}=\left\{\frac{c_{p,s}+{c}_{p,l}}{2}\right.{\displaystyle \begin{array}{c}{c}_{p,s0}\\ {}+\\ {}{c}_{p,l}\end{array}}\frac{L}{T_{m2}-{T}_{m1}},{T}_{m1}{\displaystyle \begin{array}{c}{T}_s\le {T}_{m1}\\ {}<{T}_S\le {T}_{m2}\\ {}{T}_S>{T}_{m2}\end{array}}$
${k}_s=\left\{\begin{array}{c}{k}_{s,0}\\ {}\frac{k_{s,0}+{k}_l}{2}\\ {}{k}_l\end{array}\right.,{T}_{m1}{\displaystyle \begin{array}{c}{T}_s\le {T}_{m1}\\ {}<{T}_s\le {T}_{m2}\\ {}{T}_s>{T}_{m2}\end{array}}$
where ks,0 (kl) and cp,s0 (cp,l) are the thermal conductivity and the specific heat capacity of the solid (liquid) phase, respectively, L is the latent heat. The phase change material is encapsulated with a diameter of 5 cm and the encapsulation thickness is 2 mm. The pressure drop in the TES system is derived from the empirical Ergun equation [45].
The energy and environmental performance of the production process can be evaluated based on the equivalent specific primary energy consumption (qclinker,eq) and CO2 equivalent emissions from the direct and indirect contributions (CO2eqclinker):
${q}_{clinker, eq}={q}_{clinker}+{q}_{el, clinker}$
${CO}_2e{q}_{clinker}={CO}_{2, clinker}+{CO}_2{eq}_{el}$
where the subscript el refers to the contribution of electricity consumption. The detailed calculations can be found in the Appendix.
For TES-based cement manufacturing, the electricity consumption of the entire plant is provided by intermittent renewable energy. To reflect the different uses of electricity consumption, it is specified into two parts. The first one is the real-time consumption, including mills, fans, pumps, and all devices that need to work during cement production. The other one refers to the power used in electric heating and thermal energy storage. Therefore, the former should be consumed in real-time and the latter can be stored when renewable energy is cheap.
To compare the effectiveness of different carbon emissions reduction options in terms of energy and carbon emissions, the following indicators are defined. CO2 capture ratio ($={\dot{m}}_{C{O}_2, capt}/{\dot{m}}_{C{O}_2, gen}$) refers to the ratio of CO2 captured to all CO2 produced in production. The CO2 equivalent avoided ratio (=1- CO2eqclinker/ CO2eqclinker,ref) refers to the extent of reduction in CO2 equivalent emissions, considering the indirect emissions. The specific primary energy consumption for CO2 avoided [13,14], represents the increased energy consumed per unit of CO2 emissions reduction in the current technology compared to the situation without CO2 capture:
${E}_{C{O}_2, avoided}=\frac{q_{clinker, eq}-{q}_{clinker, eq, ref}}{CO_2e{q}_{clinker, ref}-{CO}_2e{q}_{clinker}}$
The economic performance of the proposed routing is deployed to assess the economic viability compared with different technologies. The cost assessment methodology mainly consists of capital cost, operation, and maintenance cost. Which is derived from the EU’s “CO2 capture from cement production” project [48]. The adopted parameters are summarized in Table 4 in the Appendix.
The capital expenditures, or the total plant cost, can be assessed through the bottom-up approach based on the equipment cost, installation cost, and technology maturity, as shown in Fig. 3a. The cost of common equipment can be estimated through empirical cost functions. For instance, the joint cost of high-temperature electric heater (MoSi2) and transformer is specified 3.52 $/kWheat [31]; the cost of the fan can be estimated by its power (PFan) [32]; and the cost of the gas-gas heat exchanger can be estimated by the heat transfer area (AHX) and the pressure drop (Pgas) [32], as shown in Table 4 in the Appendix. The contribution of the installation cost is achieved by multiplying the equipment cost by an install factor. The install factors for the fan, electric heaters, TES materials, insulation, and vessel are specified as 1.41, 1.5, 1.5, 1.5, and 1.72 [43], respectively. The process contingency maturity and the project contingencies [41] represent the influence of the technology maturity in the form of additional costs. The two metrics of more mature technologies are always small. The proposed TES system is still very immature with many uncertainties. Therefore, the process contingency maturity and the project contingencies of the TES route are specified as high as 40% and 34%, respectively, as shown in Table 4 in the Appendix, which refers to technology with “new concept with limited data” and “promising maturity”. As a comparison, the above two metrics of the commercially mature MEA absorption, are 15% and 15%, respectively, which shows an addition cost significantly lower than the TES system.
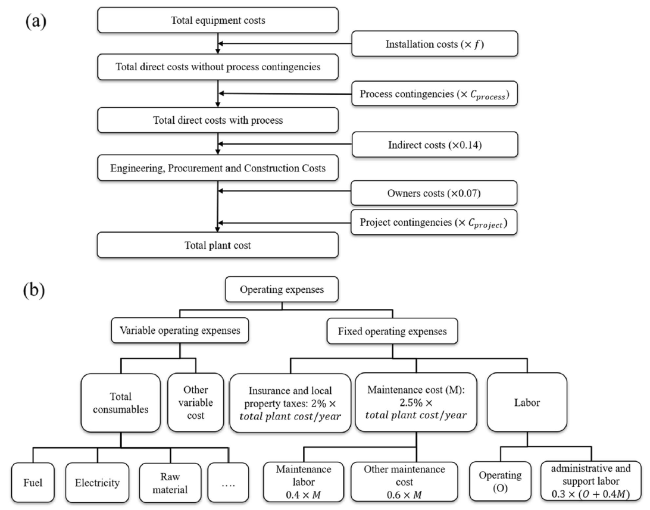
Fig. 3 The economic assessment of (a) the total plant costs and (b) the operation costs adapted from the Horizon 2020 project “CO2 capture from cement production” [3] |
The operating expenses can be classified into variable and fixed expenses. The former denotes the cost of fuel, electricity, raw material, and other consumables, and the latter denotes the cost of labor, maintenance, operation, administration et al. The cost of renewable energy is derived from NREL’s projections of costs in 2030 [10]. For the TES-based manufactory process, the duration of cheap renewable energy is specified as 8 hours per day. During this period, the power demand for the whole plant is supplied by cheap renewable energy. At the rest of the day, all the electricity demand is provided by the electric grid.
Based on the assessment, two economic key performance indicators can be derived to evaluate the performance of the capture technology and to compare it with other technologies. The cost of clinker (Cclinker, $/tclinker) is defined as the value that can help recover the full investment over the entire production life, considering equipment depreciation, interest rates, inflation et al. It can be calculated through the sum of capital cost and operation & maintenance cost as follows.
${C}_{clinker}=\frac{\Sigma_{t=1}^n\left({C}_{plant}+{C}_{O\&M}+{C}_{fuel}+{C}_{R\&M}+{C}_{el}\right)/{\left(1+r\right)}^t}{\Sigma_{t=1}^n{E}_t/{\left(1+r\right)}^t}$
where Cplant is the total plant cost, CO&M is the operation and maintenance expenditures in year t, Cfuel, CR&M, Cel are the fuel, raw meal, and electricity expenditures in year t, Et is the cement productivity, r is the discount rate, and n is the lifetime of the plant.
The other indicator is the cost of CO2 avoided ($/tclinker), the most important environmental and economic benefits of the new process, which can be evaluated by:
${C}_{C{O}_2, avoided}=\frac{C_{clinker}-{C}_{clinker, ref}}{CO_2e{q}_{clinker, ref}-{CO}_2e{q}_{clinker}}$
where the subscript ref refers to the value of the reference plant without CO2 capture.
3 Results and discussions
Figure 4 shows the discharging performance for the packed bed using Al2O3 and Si as TES materials. The inlet mass flow of CO2 is adjusted according to the outlet temperature to guarantee the thermal load in the calciner, which derives from the process modeling. Due to different energy storage densities, the volume and cross-area of the TES system are different as well as the CO2 flow velocity. For both TES systems, the location of the temperature change moves along the gas flow direction, which is called the thermal front velocity. After that, the temperature at the end of the sensible TES drops while it keeps constant for the latent TES to almost the end of the discharge process. Meanwhile, the thermal front velocity is also different for the two TES materials, considering the different heights of the two systems. This effect can be understood by White’s work [51] that the thermal front velocity is related to the specific heat capacity of the TES material, namely $U={\dot{m}}_f{c}_{p,f}/{\rho}_s{c}_{p,s}\left(1-\epsilon \right)$. As the thermal front to reach the tail-end of the TES materials, the TES system fails to guarantee the temperature of the outlet gas stream. For Al2O3, the thermal front reaches the tail-end of Al2O3 after 9.6 h of discharge, followed by a rapid reduction of outlet temperature of CO2. As for silicon, since heat is mainly stored at the phase change point, its ability to maintain a constant temperature during a long discharge is significantly superior to that of the sensible TES materials.
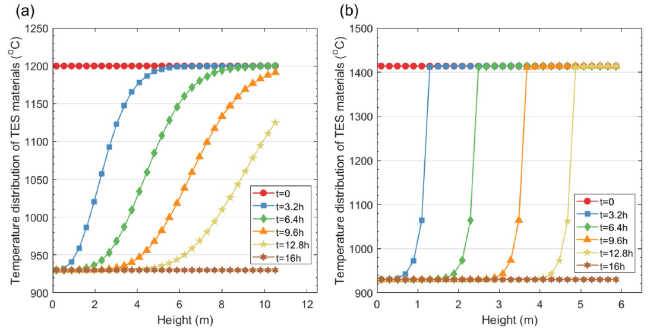
Fig. 4 The temperature distribution of the TES system during the 16 h of discharging process for (a) Al2O3 firebricks and (b) Si |
Due to the temperature drop of the CO2 outlet stream, the CO2 flow rate needs to increase to guarantee the thermal load of the calciner, increasing pressure drop in the TES system. Increasing storage capacity can ensure that system output parameters remain stable over a long period, as well as avoid extreme situations of yield reduction or even production suspensions due to insufficient heat supply. To represent the influence of storage capacity, the discharge fraction (shorted as DF) is introduced to define the discharged energy relative to the storage capacity [43]. In Fig. 5b, if the discharge fraction for Al2O3 reaches 62.5%, the output temperature can be almost maintained during the full discharge process. As a comparison, the same effect can be achieved with the discharge fraction of 83.33% for Si. Therefore, latent TES appears to be more effective with less capital investment with the same energy output for the proposed application. We have carefully examined the physical model with and without considering the axial heat conduction of the gas. The results show that the axial heat conduction of the CO2 stream has a limited effect on the temperature distribution. For instance, if Al2O3 firebrick at 1200 °C is adopted as the thermal energy storage material, the outlet CO2 temperature is calculated as 1188.4 °C and 1188.7 °C after 16 hours of operation for the situation with/without heat conduction of the gas, respectively. Therefore, the axial heat conduction of the gas has limited effects and heat conduction in Eq. 4 is not considered. For simplicity, the above two discharge fraction values are used for corresponding TES configurations to ensure the almost unchanged operating parameters. In this situation, the storage capacity is abundant relative to the energy demand, which also allows for a margin for the calculated cost of the TES system.
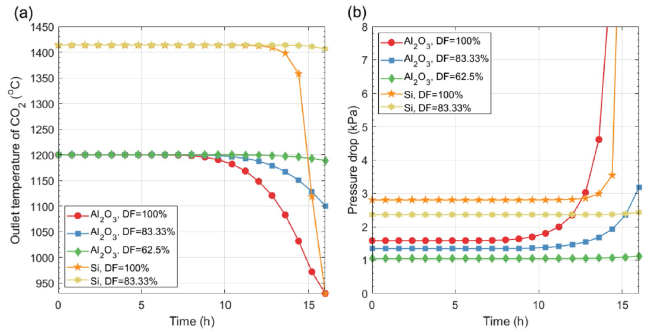
Fig. 5 a The outlet temperature of CO2 stream and b pressure drop in the TES system for different TES materials and discharge fraction |
Table 2 shows the modeling results for the reference plant and the TES-based plant. In the TES-based manufacturing process, the clinker yield is lower than that of the reference plant, because the ash from the coal consumed in the calciner in the reference plant also becomes part of the solid stream. Meanwhile, the CO2 stream leaving the calciner also carries a small number of solid meals in the TES-based calciner, which is sent to capture CO2 without returning to the calciner. Of the heat required in the calciner, around 11% comes from the heat recovered from the kiln flue gas and the tertiary air by heat exchanger 1. Meanwhile, in both cases, a large amount of waste heat is produced in the preheater and the cooler. Waste heat recovery is beneficial to improving the energy and economic performance of a cement plant. In China, waste heat recovery through power generation has been widely adopted in cement plants. Considering the remaining CO2 emissions from fuel combustion in the kiln, it is also valuable to utilize waste heat for carbon capture in the TES-based situation. Here, the most mature post-combustion carbon capture technology, MEA absorption, is adopted. In the MEA absorption process, CO2 is separated from the flue gas after solvent absorption. The saturated steam with 128 °C generated through waste heat recovery can be used as the heat source in MEA regeneration [22], which makes this technology a potential waste heat utilization approach.
Table 2 Mass flow rate and temperature of the streams in the cement production processes |
| Stream | Traditional production process | Proposed production process | ||
|---|---|---|---|---|
| Mass flow (t/h) | Temperature (°C) | Mass flow (t/h) | Temperature (°C) | |
| Raw meal feed | 200.2 | 60 | 200.2 | 60 |
| Calciner feed | 229.3 | 761.8 | 188.8 | 789.3 |
| Calciner exhaust | 275.4 | 860.1 | 662.4 | 929.9 |
| Fuel for calciner | 8.827 | 60 | ||
| CO2 cycle | 473.6 | 1400 | ||
| CO2 collected | 68.58 | 100 | ||
| Kiln feed | 125.4 | 860.1 | 118.8 | 929.9 |
| Fuel for kiln | 5.224 | 60 | 5.127 | 60 |
| Primary air | 11.1 | 25 | 11.3 | 25 |
| Secondary air | 44.0 | 1137 | 44.0 | 1137 |
| Tertiary air | 98.0 | 1137 | 98.0 | 1137 |
| Kiln exhaust | 64.4 | 1023 | 62.4 | 1086 |
| Hot linker | 123.8 | 1450 | 117.3 | 1450 |
| Cold clinker | 123.8 | 100 | 117.3 | 100 |
| Flue gas | 248.7 | 326.6 | 233.7 | 309.9 |
| Ambient air | 212.6 | 25 | 191.6 | 25 |
| Hot air | 212.6 | 350 | 191.6 | 350 |
| Ambient air 2 | 65.13 | 25 | ||
It is worth to note that in the proposed manufacturing process, impurities could be involved in the captured CO2. Firstly, a small amount of gas can be delivered to the calciner with the solid stream, i.e., the small amount of air within the porous particles. If the density of raw meals is 2.7 t/m3 with a porosity of 20%, a feeding flow of raw meals of 200 t/h will result in an airflow of 0.0206 m3/s, which is several orders of magnitude lower than the CO2 circulation flow, 361.1 m3/s. Therefore, the airflow carried by the raw meals is negligible. Secondly, 2.82 mass% of vapor can be found in the CO2 captured by the liquid-based MEA absorption, and CO2 purification is required. The CO2 compression unit in this study is adapted from the Horizon 2020 project [48], which already includes the cost for the purification of CO2 with vapor.
Figure 6 shows the specific energy consumption and CO2 emissions with different carbon capture technologies. Three TES-based manufacturing processes are presented with different waste heat recovery approaches. The rest of the CO2 reduction technologies are derived from the EU’s “CO2 capture from cement production” project [48]. Since the decomposition ratio of CaCO3 in the calciner and the outlet temperature of the CO2 stream are the same, the thermal load in the calciner is the same for different TES temperatures. From the perspective of energy consumption, the TES temperature mainly affects the flow rate of the circulated CO2 and the power consumption of the circulation fan. When the TES temperature increases from 1000 °C to 1400 °C, the specific energy consumption changes from 5483.5 MJ/tclinker to 5502.9 MJ/tclinker. 1400 °C is used for the energy analysis. The waste heat can be used either for electricity generation or can be used as a heat source for other CO2 capture such as MEA absorption. TES-1400 °C represents the TES-based situation without heat recovery; TES-1400 °C with power generation represents the TES-based situation with waste heat power generation; TES-1400 °C with MEA absorption represents the TES-based situation integrated with MEA absorption as heat recovery. For the TES-1400 °C situation, the specific energy consumption increases from 4070.0 MJ/tclinker of the reference plant to 5502.9 MJ/tclinker, with the overall CO2 emissions decreasing from 0.938 t/tclinker to 0.282 t/tclinker. The overall emissions can be summarized as: 0.029 t/tclinker from CaCO3 decomposition, 0.110 t/tclinker from fuel combustion, 0.116 t/tclinker from the real-time power consumption, and 0.025 t/tclinker from thermal energy storage. Of these, the former two are direct emissions and can be further reduced through post-combustion carbon capture approaches. TES-1400 °C with MEA absorption provides an effective approach to further reduce CO2 emissions. In this situation, the waste heat of 21.63 MW can be recovered in steam. Considering the CO2 flow rate of 15.52 t/h with a mole fraction of 4.57% in the flue gas, the available heat for CO2 capture amounts to 5.018 GJ/t-CO2, which increases the CO2 capture ratio to 98% [15]. The CO2 produced in CaCO3 decomposition and fuel combustion can be significantly captured in the calciner and the MEA absorption processes in TES-based manufacturing. The corresponding modeling results of the MEA absorption with waste heat are provided in Table 5 in the Appendix. As a comparison, if all the flue gas from the reference plant is sent for carbon capture through MEA absorption, the direct CO2 emissions are as high as 103.2 t-CO2/h. Assuming the heat requirement of 3.5 GJ/t-CO2 in MEA absorption, only 21.6% of the required energy can be provided by the cement plant itself. Therefore, the specific primary energy consumption for CO2 avoided for the TES-1400 °C and TES-1400 °C with MEA absorption can be calculated as 1.91 GJ/t-CO2 and 1.98 GJ/t-CO2, which is less costly of energy compared to other CO2 capture technologies except for oxyfuel in the figure. The relatively lower energy consumption can be attributed to the fact that no additional energy is required for CO2 capture and feedstock production, i.e., oxygen required in oxyfuel and calcium-looping. For the situation of TES-1400 °C with power generation, the waste heat recovery power generation can supplement a small percentage of the real-time electricity consumption with a capacity of 36 kWh/tclinker, and the CO2 emission reduction is not obvious.
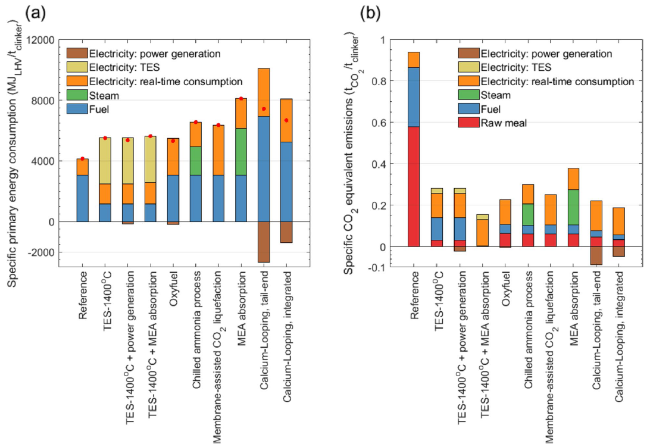
Fig. 6 a The specific primary energy consumption and b CO2 emissions of cement manufacturing with different carbon capture technologies [22]. The reference data refers to the case without CO2 capture |
It is also important to analyze the CO2 equivalent emissions for manufacturing the thermal energy storage materials themselves. The thermal energy storage materials in this study include firebricks (Al2O3, MgO, SiC), silicon, carbonate minerals, etc. The specific CO2 equivalent emissions of manufacturing Al2O3, MgO, SiC, and industry-scale silicon, can be estimated as 1.23, 1.06, 2.62, and 11.16 (unit: t-CO2/t-material), respectively [37,52,53]. As for BaCO3 and SrCO3, the corresponding data have not been reported. For reference, the emission factor of producing limestone, 0.01 t-CO2/t, is adopted for the estimation of BaCO3 and SrCO3 [52]. The CO2 equivalent emissions of required Al2O3, MgO, SiC, silicon, and BaCO3 during the production process can be calculated as 4.10 × 104 t-CO2, 2.76 × 104 t-CO2, 8.75 × 104 t-CO2, 4.24 × 104 t-CO2, 1.01 × 102 t-CO2, respectively. However, the CO2 equivalent emissions avoided in 25 years can be calculated as 1.95 × 107 t-CO2 in cement manufacturing based on the modeling results, which is several orders of magnitude higher than the emissions for manufacturing the above storage materials.
Figure 7a shows the cost of components in the TES system with different TES materials and working temperatures. The cost is calculated by dividing the total cost of the TES system by the discharged energy. The discharge fraction is specified as 62.5% for Al2O3 and 83.3% for Si, SrCO3, and BaCO3. For Al2O3 at 1000 °C, the total cost is mainly contributed by the TES materials, insulation, and electric heating system. As the TES temperature rises to 1400 °C, the cost of TES materials and insulation decreases dramatically, and the electric heaters become the primary cost contributor. As shown in Fig. 7b, the diameter of Al2O3 is reduced from 51.03 m to 27.05 m, resulting in a 72% reduction in surface area. As a result, although the increase in TES temperature requires better insulation, the smaller surface area for heat dissipation reduces the insulation thickness. The contribution of TES materials to the overall cost can be further reduced for BaCO3 and SrCO3 with higher energy density. The cost of insulation is already negligible compared to the cost of TES materials. However, the advantage of silicon’s high energy density is offset by the relatively high cost itself and the encapsulating material. The cost of the high-temperature TES system can be as low as 28.5–36.6 $/kWh-heat, comparable to molten salt TES of 34–89 $/kWh-heat used in concentrated solar power plants [18].
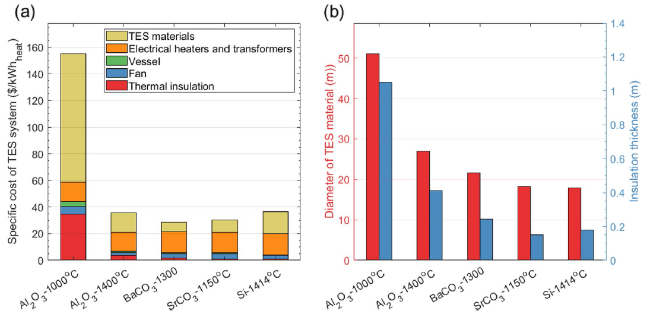
Fig. 7 a Cost of the components in the TES system and b the corresponding diameter of TES material and insulation thickness for different TES materials and temperature. The energy densities of BaCO3 and SrCO3 are specified as their upper bound values in Table 1 |
Figure 8 shows the influence of TES materials on the economic performance of cement production at different temperatures. For sensible TES, the rise in TES temperature results in a large reduction in clinker cost and CO2 avoided cost. This is mainly owing to the cost reduction in the TES materials and insulation. For firebricks of Al2O3 and MgO, the cost reduction mainly occurs at a temperature below 1200 °C, due to the reduction of capital cost and operation cost. Further increasing the TES temperature only has a limited effect on cost reduction. The SiC firebrick is far less cost-effective than other materials and is not a reasonable choice in cement manufacturing due to its relatively high cost. For thermochemical energy storage, the cost of clinker for the two materials is shown in the form of a range to represent the different doping performances in promoting the energy storage density [7]. For Al2O3 at 1400 °C, BaCO3, SrCO3, and Si, the contribution of each component to the clinker cost is similar. The difference lies mainly in the capital costs and the related operating costs. According to the previous discussion, two approaches can be used to further reduce the cost of clinker. The first is to find extremely low-cost TES materials with high energy density, i.e., natural rocks [20]. The other one is to develop a low-cost electric heating approach, such as reducing the use of transformers. To further improve the transparency of this study, we perform a sensitivity analysis of other parameters, including fuel cost, cost of renewable energy, interest rate, etc., for the situation with BaCO3 as energy storage materials. The annual operating hours, cost of renewable energy, cost of grid electricity, and interest rate have the most pronounced influence on the cost of CO2 avoided. Among these parameters, the annual operating hours reflect the utilization efficiency of the overall capital expenditure of all equipment. Its high impact on the cost of clinker is consistent with the high proportion of capital expenditures as shown in Fig. 8b. Similarly, the importance of the renewable energy cost also reflects the dramatic change in energy requirement in the proposed manufacturing process due to electrification.
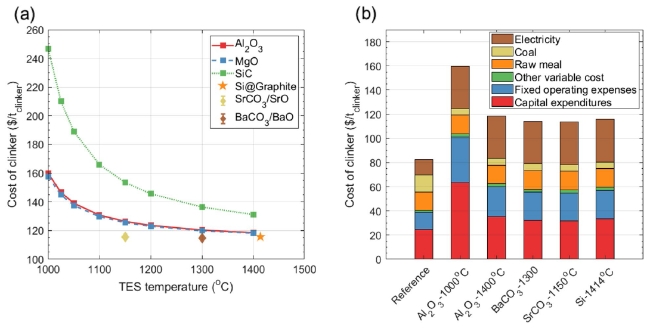
Fig. 8 The influence of TES materials and working temperature on the economic performance of the TES-based manufacturing process |
Figure 9 shows the comprehensive economic and environmental performance of the different decarbonized cement manufacturing routes. For the decarbonized approaches in the EU’s “CO2 capture from cement production” project [22], i.e., Oxyfuel, MEA, energy storage is not considered and their power consumption is all provided by the electric grid. The capital expenditure and the consumption of fuel, electricity, etc. are consistent with the project report [49]. Therefore, the CO2 equivalent emissions and the economic performance of all technologies can be obtained based on their fuel and power consumption and the same electricity emissions factor. The ideal route should have the highest CO2 emissions reduction, the lowest manufacturing cost, and CO2 avoided cost. Compared with other technologies, TES-based manufacturing processes generally have lower costs. The cost superiority to oxyfuel can also be achieved with a sufficiently high energy density. Meanwhile, the limitation of low CO2 emission reduction can also be compensated by CO2 capture through waste heat recovery and MEA absorption. The specific CO2 avoided ratio can be increased to 83%, still superior to other CO2 capture technologies. The role of TES material in comprehensive performance can also be found in Fig. 9. Ideally, the selection of TES materials should not influence the CO2 emissions, but their energy storage densities result in different amounts of TES materials, insulation, and eventually the cement cost. Al2O3 (1400 °C), Si, SrCO3/SrO, and BaCO3/BaO as TES materials have close economic performance in clinker production and CO2 reduction, making them promising candidates among the studied materials in energy, environmental, and economic aspects.
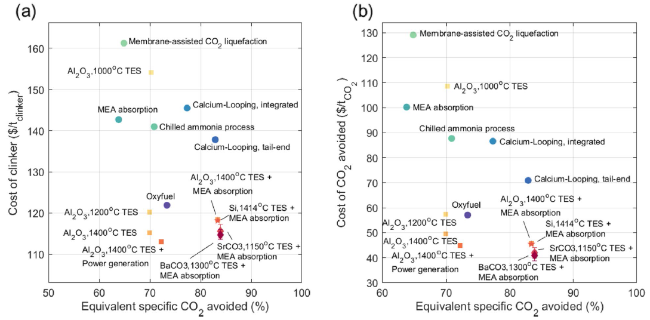
Fig. 9 The relationship between the CO2 avoided and the economic performance of different CO2 capture technologies [22] |
The greatest advantage of TES-based cement manufacturing is the utilization of intermittent renewable energy with low-cost and low emissions. Therefore, long-term cement production requires a stable supply of renewable energy. That is, the proposed scheme is more suitable for areas with abundant renewable energy nearby, such as the renewable energy bases in Inner Mongolia and Xinjiang in China. In these regions, a large amount of electricity has been abandoned without being utilized because the instantaneous power generation exceeds the load. For instance, the abandoned wind power has reached 38.4 GWh and 56.9 GWh in Inner Mongolia and Xinjiang in 2020, respectively [55]. If the intermittent renewables can be used in cement manufacturing, the low-emissions cement yield can reach 10.11 Mt, and 14.9 Mt, accounting for 28% and 37% of overall production in the respective regions. Meanwhile, 4.6 Mt and 6.8 Mt of CO2 emissions can be avoided, respectively.
4 Conclusion
In this work, a low-carbon cement manufacturing process powered by intermittent renewable energy is proposed with the advantages of low CO2 emissions and low cost. In the process, the intermittent renewable energy is converted to heat and stored to provide thermal energy for the decomposition of CaCO3. CO2 is adopted as the heat carrier between the thermal energy storage system and the calciner. CO2 produced in CaCO3 decomposition can be separated from the output stream without energy-consuming carbon capture processes. We also analyze the approach to further reduce the equivalent emissions through waste heat recovery. Waste heat power generation, which is currently widely used in China, does not contribute significantly to CO2 emission reduction. However, the remaining fuel emissions can be almost completely captured if the waste heat is recovered for MEA scrubbing. The TES-based manufacturing process becomes superior to alternative approaches in terms of both energy consumption and CO2 emissions. Meanwhile, six TES materials with different storage principles are selected to investigate their economic performance at different temperatures. It shows that high-temperature thermochemical energy storage materials (BaCO3, SrCO3) or phase change energy storage materials (Si) can offer a relatively low cost of CO2 avoided around 39.2-45.4 $/t, due to the relatively high energy storage density and low cost. And the economic performance of a variety of TES materials is superior to alternative CO2 capture technologies in recent studies. Therefore, the proposed cement production process not only achieves ultra-low emissions at a low cost but also provides an alternative utilization approach of intermittent renewable energy. Meanwhile, this study provides an early attempt for the electrification of the cement industry with the high penetration of renewable energy.
5 Appendices
Appendix 1
Table 3 Model assumptions for process simulation |
| Parameter | Unit | Value |
|---|---|---|
| Specific electricity consumption of reference plant | MWh/tclinker | 0.1319 |
| Cyclone efficiency | % | 95.2/86.01/85.97/85.74/75.6 |
| Heat loss of calciner | kJ/tclinker | 95.6 |
| Heat loss of kiln | kJ/tclinker | 180 |
| Air excess coefficient in the calciner/kiln | 1.2 | |
| Minimum ΔT in the heat exchangers | oC | 20 |
Appendix 2 The methodology for calculating carbon emissions and energy consumption
The direct energy consumption and the direct CO2 emission can be determined by
${q}_{clinker}\left[M{J}_{LHV}/{t}_{clinker}\right]=\frac{{\dot{m}}_{fuel}\cdot LH{V}_{fuel}}{{\dot{m}}_{clinker}}$
${e}_{clinker}\left[k{g}_{C{O}_2}/{t}_{clinker}\right]=\frac{{\dot{m}}_{C{O}_2}}{{\dot{m}}_{clinker}}$
where ${\dot{m}}_{fuel}$ is the fuel consumption and LHVfuel is the high calorific value, ${\dot{m}}_{C{O}_2}$ and ${\dot{m}}_{clinker}$ are the amount of CO2 and clinker generated during the production process, respectively.
In addition, the electricity consumed in cement production contributes to indirect energy consumption and carbon emissions. Both of them are dominated by specific electricity consumption (Pel,clinker, kWh/tclinker), and they can be characterized as follows:
${P}_{el, clinker}\left[ kWh/{t}_{clinker}\right]=\frac{P_{el}}{{\dot{m}}_{clinker}}$
${q}_{el, clinker}\left[M{J}_{LHV}/{t}_{cl inker}\right]=\frac{P_{el, clinker}}{\eta_{cl}}$
${e}_{el, clinker}\left[k{g}_{C{O}_2}/{t}_{cl inker}\right]={P}_{el, clinker}\cdot {e}_{cl}$
where qel,clinker is the indirect specific primary energy, eel is the indirect CO2 emissions, ηcl denotes the electricity generation efficiency. For renewable energy, ηcl = 1 since no primary energy is consumed in power generation.
Appendix 3
Table 4 Model assumptions for economic assessment [22] |
| Parameter | Unit | Value |
|---|---|---|
| Total plant cost of the reference plant | M$ | 183.13 |
| Power generation efficiency of the grid | % | 45.9 |
| CO2 emissions of grid electricity | kg-CO2/MWh | 858.7 [33] |
| CO2 emissions of renewable energy | kg-CO2/MWh | 20 [50] |
| Daily discharge time of TES system | Hour | 16 |
| Cost of gas-gas heat exchanger | M$ | $C=\left( 2546.9\times A_{HX}^{0.67}\cdot P_{gas}^{0.28} \right)$ [32] |
| CO 2 compression unit | ||
| Specific electricity consumption in CO2 compression | kJ/kg | 440 [49] |
| Waste heat recovery power generation | $/kW | 2000 [29] |
| Cost of consumables | ||
| Raw meal | $/t | 9.2 |
| Fuel | $/GJ | 4.64 |
| Electricity | $/MWh | 99.7 [44] |
| Renewable energy | $/MWh | 30 [10] |
| Cooling water | $/t | 0.464 |
| MEA | $/t | 1547.74 |
| Cost of TES unit | ||
| Fan | $ | 66(VolumeFlux [cubic feet per minute])0.63 [43]. |
| Electric heater and transformer | $/kWheat | 3.52 [31] |
| Process contingency - maturity | % | 40 [3] |
| Process contingency - equipment list | % | 12 [3] |
| Indirect cost | % | 14 [3] |
| Owner’s costs | % | 7 [3] |
| Project contingencies | % | 34 [3] |
Appendix 4
Table 5 Modeling results and key parameters of MEA absorption process |
| Parameter | Unit | Value |
|---|---|---|
| CO2 concentration in flue gas (mol %) | % | 4.6 |
| MEA (mass 30%) makeup | kg/h | 15.51 |
| Pumping work | kW | 44.69 |
| CO2 capture ratio | % | 98.59 |
| Cooling power | MW | 14.0 |
| Specific energy consumption | kW/t | 4.498 |
Abbreviations
TES:Thermal energy storage;MEA:Monoethanolamine;TCES:Thermochemical energy storage;PCM:Phase change materials
Symbols
Q :Thermal load of the calciner;q 0 :Energy storage density;m TES :Mass of TES materials;H TES , d TES :Height and diameter of TES materials;T :Temperature;δ steel , H steel :Thickness and height of the steel vessel;ρ :Density;c p :Specific thermal capacity;ϵ :Void fraction of TES materials;h p :Convective heat transfer coefficient.;a :Specific area of TES materials;k s, k l :Thermal conductivity of the solid and liquid phases;k s,eff :Effective thermal conductivity of the packed bed;q clinker,eq :Equivalent specific primary energy consumption of clinker;CO2eqclinker :Specific CO2 equivalent emissions of clinker;${\dot{m}}_{C{O}_2, capt}$ :Mass flow of captured CO2;${\dot{m}}_{C{O}_2, gen}$ :Mass flow of generated CO2;C clinker :Cost of clinker;C plant :Total plant cost;C O&M :Operation and maintenance expenditures in year t;C fuel, C R&M, C el :Fuel, raw meal, and electricity expenditures in year t;E t :Cement productivity in year t;r :Discount rate;n :Lifetime of the plant;${C}_{C{O}_2, avoided}$ :Cost of CO2 avoided
Acknowledgments
None.
Authors’ Contributions
X.Liu, X. Li, and R. Y conceived the concept of this study. X. Liu led all the efforts under the supervision of R. Y and X.Li. All authors participated in the construction and data analysis. X. Liu drafted the manuscript. R. Y, X. Li, and X. Liu, finalized the paper, while all co-authors participated in the discussion. X. Liu thanks Yanpei Tian for reading the first draft. The author(s) read and approved the final manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No.52006076).
Availability of data and materials
Data is available on request to the corresponding author.
Declarations
Consent for publication
The authors give full consent to participate in this research work.
Competing interests
The authors have no competing interests to declare that are relevant to the content of this article.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}