中图分类号: TE832
文献标识码: A
收稿日期: 2014-02-21
网络出版日期: 2014-01-30
版权声明: 2014 海洋工程装备与技术编辑部 版权所有
基金资助:
作者简介:
王卫锋(1983--), 男, 硕士, 主要从事塑料工艺设计方面的研究.
展开
摘要
分析了聚偏氟乙烯(PVDF)试制生产工艺流程和生产工艺控制要点, 探讨了挤出加工温度对管材性能的影响, 确定PVDF的加工工艺, 并对试制产品的性能进行了检测.检测结果表明, PVDF产品具有良好的机械性能和良好的热性能, 同时还具有良好抗蠕变性能和抗老化性能,极低的渗透性, 能够满足海底复合软管的使用要求.
关键词:
Abstract
The key points of polyvinylidene fluoride (PVDF) extruding process and the influence of manufacturing temperature are analyzed. The manufacturing process is confirmed and material properties are tested. According to the test results, PVDF can satisfy the requirements of subsea composite flexible pipes. It has good mechanical and thermal properties. PVDF also has good creep resistance and aging resistance, as well as low permeation.
Keywords:
聚偏氟乙烯(PVDF)的化学结构分子式为--[CF2--CF2--]--, 是一种高度耐油品的热塑性氟塑料.其优异的性能主要源于C--F键(已知化学键中最强的键).PVDF自身特殊的化学分子结构赋予优异的材料特性: 具有良好的耐化学腐蚀性,耐高温性,耐氧化性,耐候性等突出特点, 对各种油品有着很好的阻隔性和耐渗透性[1-2].因此, PVDF在海洋管道中作为内衬层有广泛的应用.
近年来复合软管以其耐腐蚀性好,适应地形好,安装方便快捷,不需大型铺管船等明显优势在海洋油气田开发中得到了越来越广的开发和应用.随着海底油气田的深入开发, 高温,高H2S和CO2含量的极端输送介质越来越多, 内衬层材料的选取在管道适用性和使用寿命等方面日益成为重要的影响因素.
目前复合软管的设计以及加工工艺技术在国内尚属于起步阶段, 为此我国把"深水海底管道和立管工程技术"纳入十二五规划中, 大力发展海洋资源开发的相关装备技术."保温输油软管关键技术研究"是"深水海底管道和立管工程技术"的子课题之一, 研究目标是掌握保温输油软管设计,制造和试验关键技术, 生产出可以在300 m水深作业的保温输油软管样管及相关附件.在输送介质的过程中, 内衬层直接与输送介质接触, 其性能是影响整个管道寿命和使用性能的关键因素之一.在国际上立管项目主要用PVDF做内衬层, 而用于大口径复合软管中内衬层的PVDF的加工和制造在国内属于空白, 因此开发PVDF的管材挤出工艺对于海洋复合软管的发展有着深远的意义.
PVDF材料为KYNAR® 400 HDC M800, 购自阿科玛投资有限公司上海分公司.
主要生产设备包括挤出机,检测装置,牵引机和收卷装置.
挤出机主要参数: 螺杆直径90 mm, 长径比为33:1, 螺杆转速为0~150 r/min; 挤出能力0~2 m/min.机头采用螺旋包覆机头.
外径采用0~300 mm π尺测量; 壁厚采用磁性探头壁厚仪进行测量.
牵引机速度为无级变速, 采用2台三爪式K型履带牵引机, 夹持长度为5 m, 最大牵引力为98.07 kN.
采用地辊式收放线进行收卷, 大轮内径为6 m, 外径为10 m.
在大口径管材工艺中, PVDF作为内衬层主要涉及的是包覆过程.PVDF原材料的特殊性对挤出机和包覆机头的要求比较高, 温度控制对材料的成型有着至关重要的作用; 同时大口径管材在包覆工艺中外径越大, 壁厚越小, 管材越不容易成型, 外径和壁厚的均匀度直接影响对管材的使用.在该工艺生产中, PVDF作为包覆材料对骨架层进行包覆, 其管径比较大, 外径在250~400 mm之间, 且包覆的层数为两层, 直接在第一层包覆层外表面进行第二层包覆, 包覆第一层厚度为4 mm, 第二层厚度为8 mm.
本次生产采用常规聚乙烯生产挤出机来探索PVDF的生产流程.控制材料的加工温度,实现双层包覆以及开机和停机控制是研究的重点和难点.
1.2.1 工艺流程
PVDF的包覆工艺如下: 原料干燥→真空上料→挤出机熔融→口模挤出→包覆→水槽冷却→壁厚测量与调节→电火花检测→收线.
1.2.2 工艺条件
挤出机各个部分的温度和螺杆转速以及牵引速度对PVDF管材的质量和稳定性有很大的影响.针对这种规格的材料, 螺杆转速控制在25 r/min以下, 牵引速度在0.3 m/min以下, 根据材料厂商建议和材料本身性能选择不同温度进行研究.
表1给出试验中挤出机各区不同温度对挤出PVDF 管材挤塑工艺的影响.从表1可看出: 1号和2号的机筒温度较低, 材料的塑化不完全, 导致表面凹凸不平,壁厚不均匀, 在海底管道使用过程中容易造成四周压力分布不均匀, 容易在壁厚小的地方最先爆破; 4号机筒的温度较高, 材料部分发生降解, 导致管材的颜色发暗, 挤塑成型后性能下降; 只有3号试验温度较适宜, 适合大规模生产.
表1 试制过程中挤出机各区的不同温度对挤出PVDF管材挤塑工艺的影响
Table 1 Extruding quality of PVDF under different temperatures in different blocks℃
| 序号 | 机 筒 | 连接体 | 机头 | 口模 | 工艺性能 | |||
|---|---|---|---|---|---|---|---|---|
| 一区 | 二区 | 三区 | 四区 | |||||
| 1 | 200 | 220 | 230 | 220 | 220 | 220 | 210 | 壁厚不均匀, 有凹坑 |
| 2 | 200 | 220 | 230 | 230 | 220 | 220 | 230 | 壁厚均匀, 表面较光滑 |
| 3 | 210 | 230 | 230 | 230 | 220 | 220 | 230 | 表面光滑, 壁厚均匀, 外径稳定 |
| 4 | 220 | 240 | 240 | 240 | 230 | 230 | 230 | 颜色发黄, 挤出量大, 尺寸不稳定 |
1.3.1 干燥
阿科玛PVDF为25 kg密封袋包装, 开袋即可使用.如已开袋, 根据生产厂商推荐, 需用热风干燥机干燥4 h, 干燥温度为70 ℃, 并测量其水分含量在3×10-4以下, 即可使用.
1.3.2 开机预热准备
根据材料的特性, 材料在260 ℃将会分解, 且分解产生剧毒氰化物.预热过程中, 应保证机头和主机内部无残余的PVDF, 预热温度为实际生产温度, 预热时间8 h.
1.3.3 挤出
通过调节口模固定圈上的螺栓, 使螺栓端头顶动口模, 通过改变口模位置来调整口模与芯模的间隙, 使圆周间隙相等, 以保证管材壁厚均匀.
口模四周出料均匀后, 将机头挤出的料包覆在牵引管上面, 通过调节牵引机的速度来调节壁厚和外径.主机调节稳定后, 如有外径和壁厚随时间增加发生变化, 应尽量通过调节牵引机的速度来调节管材的外径和壁厚.
1.3.4 检测
外径采用0~300 mm π尺测量, 壁厚采用磁性探头壁厚仪测量.用于在海底输送石油和天然气的内衬层管材, 其内部不允许出现气泡和气孔质量问题.通过电火花测漏仪能够准确地测出此类问题, 防止在使用过程中出现漏点现象.
1.3.5 收线
为连续生产, 需要通过地辊将生产出的管道缠绕在大轮上.
1.3.6 第二层包覆
在第一次包覆结束后, 将管材的表面涂抹一层硅油, 起到隔离和润滑的作用.重复上述步骤.
1.3.7 停机
PVDF在高于260 ℃时易分解, 故在生产结束后, 应将各区的温度降至200 ℃, 并立即用聚乙烯(PE)料顶出.在确保螺杆和机头内无残余PVDF料后, 允许停机, 将机头和螺杆中的PE料清理出来, 准备下次生产.
对在3号试验工艺条件下试制的管材进行了力学性能和热性能检测, 检测结果如表2,表3所示.
表2 挤出PVDF管材的机械性能
Table 2 Mechanical properties of extruded PVDF
| 测试温度 /℃ | 屈服强度 /MPa | 拉伸强度 /MPa | 断裂伸长率 /% |
|---|---|---|---|
| -20 | 57.4 | 52.6 | 20.8 |
| 23 | 39 | 30.4 | 45 |
| 80 | 20 | >19 | >250(未破坏) |
| 120 | 9.9 | >10 | >250(未破坏) |
表3 挤出PVDF管材的热性能
Table 3 Thermal properties of extruded PVDF
| 测试温度 /℃ | 维卡软化点 /℃ | 导热系数 /(W·m-1·K-1) | 比热容 /(MJ·m-3·K-1) |
|---|---|---|---|
| 23 | 119.8 | 0.2347 | 1.832 |
从表2和表3可以看出, PVDF具有良好的机械性能和低的导热系数.
内衬层管材的蠕变性能和老化性能直接影响整体复合软管在海底的使用寿命.根据美国石油学会(API)相关设计规定[3], 在所有的负载组合下, 由于在支撑结构层中蠕变, 壁厚允许减少到最小设计值的30%.在使用过程中, 管材的老化性能满足其设计寿命, 一般状况下, 复合软管的设计寿命在20~25年.
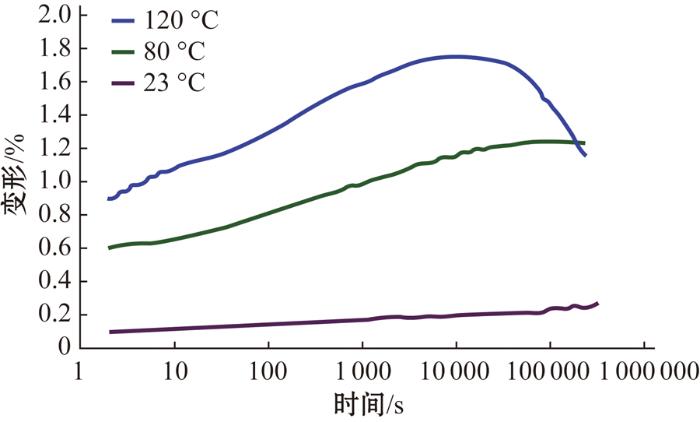
图1为挤出管材在不同温度下的蠕变行为, 从图1中可以看到, 随着温度的升高和时间的增加, 蠕变量逐渐变大, 但蠕变量均很小, 远远小于PVDF在海管运用中的蠕变量.从图2可以看出在加速老化试验中, 挤出管材在150 ℃长期使用过程中, 可以使用8年.根据经验公式, 温度每降低10 K, 寿命能够提高1倍, 故其在140 ℃时可以使用16年, 在130 ℃时能够使用32年, 完全可以满足海底输油管道在80℃温度条件下使用20年的要求.
图1 挤出PVDF管材在不同温度下的蠕变行为
在石油和天然气中含有一定量的CH4,CO2 以及H2S气体.这部分气体可以通过渗透的方式透过海底输油管道的密封层进入软管的其他层, 导致其他层出现腐蚀现象, 影响整个管材的性能.从表4可以看出, 在130 ℃下, 压力大于10 MPa, 气体渗透量很少, 对管材的整体性能影响很小.
表4 挤出PVDF管材的渗透性能
Table 4 Permeation characteristics of extruded PVDF
| 渗透介质 | 测试温度 /℃ | 测试压力 /MPa | 渗透体积 /(cm3 ·cm·cm-2 ·s-1·Pa-1) |
|---|---|---|---|
| CH4 | 111 | 10 | 4.2×10-3 |
| CH4 | 130 | 10 | 9.0×10-3 |
| CO2 | 130 | 11 | 4.7×10-2 |
| CO2 | 130 | 48.5 | 5.7×10-2 |
| H2S | 130 | 10 | 1.36×10-1 |
(1) 经过试验得出挤出生产的最佳工艺参数
是: 机筒一区210 ℃, 机筒二区230 ℃, 机筒三区230 ℃, 机筒四区230 ℃, 连接体220 ℃, 机头220 ℃, 口模230 ℃.在该工艺条件下生产的挤出管材具有良好的机械性能和热性能, 同时具备良好的老化性能和极低的渗透性.
(2) 在生产PVDF管材的过程中, 挤出加工温度对于管材本身的性能有至关重要的作用, 同时, 根据PVDF在高于260 ℃时易分解的特点, 开机预热和停机过程中应保证机头和机筒内无残余的PVDF料存在.
(3) PVDF管道双层包覆生产工艺的成功开发有助于提高我国在海底复合软管研发方面的地位, 打破国外厂商对复合软管的垄断, 加速我国海洋石油的开发步伐.
The authors have declared that no competing interests exist.
| [1] |
聚偏二氟乙烯(PVDF)特性及其在过程工业中应用 [J]. |
| [2] |
VDF,PVDF国内外市场及技术进展 [J]. |
| [3] |
ANSI/API Specification 17. Specification for unbonded flexible pipe [S]. |

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}