海洋石油工程股份有限公司,天津 300452
中图分类号: TE54
文献标识码: A
文章编号: 2095-7297(2014)02-0174-03
收稿日期: 2014-05-29
网络出版日期: 2014-03-29
版权声明: 2014 海洋工程装备与技术编辑部 版权所有
作者简介:
张欢欢(1984-),男,助理工程师,主要从事海洋采油平台钢结构质量控制方面的研究.
展开
摘要
对海洋石油平台钢结构焊接过程中的组对检验,过程监控,焊后外观检验等进行描述.分析了在一些焊接参数失去控制以后可能产生某些缺陷的原因,并强调了几点注意事项,总结出一套采油平台钢结构焊接的质量控制方法.可为保障海洋石油平台钢结构的焊接质量提供有效的参考.
关键词:
Abstract
The operations including fit-up inspection, welding process monitoring and visual inspection during offshore oil platform steel structure welding are described. The reason of defects when some welding parameters get out of control are analyzed. Several aspects that we should pay attention to are emphasized. A method of welding quality control for oil platform steel structure is obtained, which can provide a reference for the quality assurance of offshore oil platform steel structure fabrication.
Keywords:
随着国家海洋石油战略由浅水逐渐走向深水,我国的海洋石油平台结构越来越大型化和专业化,因此对平台的建造质量要求也越来越高.由于钢结构是构成海洋石油平台的主体桁架,起着承载生活楼,各种电气控制设备和输油管线设备的作用,在海中常年经受潮汐,浪涌,大风等复杂外力作用,因此,钢结构良好的焊接质量成为保证平台工作人员和设备设施安全的关键因素.本文将对海洋石油平台钢结构建造过程中如何做好焊接质量控制进行讨论.
钢结构自身尺寸的核查主要是依据施工图纸对待检钢结构的自身尺寸进行核查.例如卷管(包括导管腿,钢桩,拉筋等)自身的厚度,长度,直径,椭圆度,错边情况等,吊点自身的厚度,长度,宽度等.图1所示为对BZ34-24 CEPA平台导管架进行卷管长度测量的照片.
钢结构定位尺寸的核查主要是依据施工图纸对待检钢结构的定位尺寸进行核查.例如卷管(包括导管腿,钢桩,拉筋等)接长纵缝错开位置是否为180°,吊点,支管等在主管上的分布位置,多个卷管的直线度,多个支管的同心度,平台组合梁之间的距离,过渡段的弯曲角度等.
上述尺寸偏差依据的主要检验标准有美国石油学会(API)标准API 2B,API 1104,美国焊接学会(AWS)标准AWS D1.1及业主规格书等.
主结构的焊接,其坡口通常采用全熔透形式.在焊接之前,质量控制人员需要检查坡口情况是否满足经业主批准的焊接工艺规程(WPS)的要求.WPS描述了对于适用结构所开坡口的型式,包括坡口根部间隙,坡口角度,钝边情况,坡口周围清理,预热温度,焊后热处理以及使用的焊材种类等.WPS需要张贴在施工现场焊工能够及时查看的地方.
根部间隙,坡口角度和钝边大小需要控制在WPS允许的范围内.根部间隙过大则焊材不易填满,填满以后的强度也不易达标;间隙过小则焊条伸不进去,根部不易施焊.坡口角度过大会造成焊道的热输入过大,增加焊材填充量和焊接时间,效率低下;坡口角度过小则坡口根部不易焊透,造成接头强度不够[1].钝边太厚不易焊透;钝边太薄容易烧穿.因此,质量控制人员必须检查这些组对参数,将其控制在WPS允许的范围内,才能够有效地防止焊接缺陷的产生,保证焊接质量.图2给出了BZ34-24 CEPA平台导管腿支管接头根部间隙检查的照片.
坡口清理情况也需要仔细检查,要保证接头区域以及距离接头至少25 mm范围内没有铁锈,油漆,水汽,油脂,粉尘等污物[2],因为这些污物通常含有氢元素,在焊接过程中,接头热输入产生的高温会使氢元素扩散进入焊道内部,当这些扩散氢来不及逸出时,就会残留在焊道内,从而产生气孔和氢致裂纹,因此,在检查过程中,一旦发现异物,质量控制人员应该要求焊工使用合适的砂轮片或者钢丝刷进行清理.
预热是焊接开始前对被焊工件的全部或局部进行适当加热的工艺措施.预热可以减小接头焊后冷却速度,避免产生淬硬组织,加速氢的扩散和逸出,减少热影响区氢含量,还可以减小焊接应力及变形.对于刚性大或焊接性差,容易产生冷裂纹的结构,预热是防止产生冷裂纹的有效措施.因此,对于质量控制人员,焊前需要依据WPS检查坡口的预热温度和预热方式.
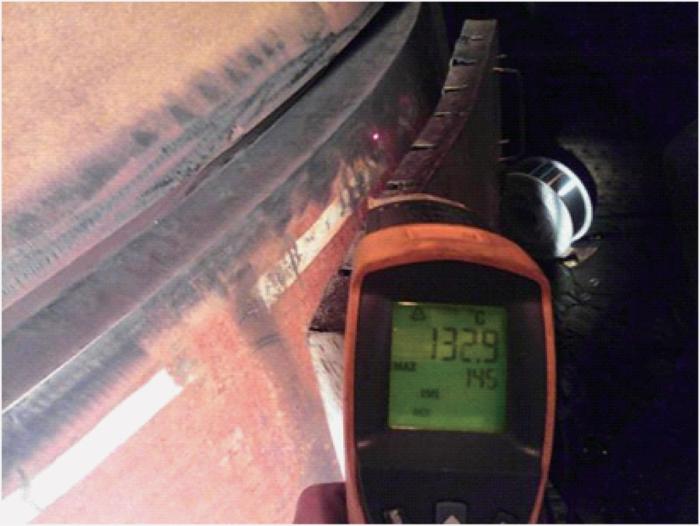
厚板(主结构)及高强钢的预热温度要求较高,通常在110 ℃以上,预热方式通常以烤把或者电阻加热片为主,以WPS描述的为准.测量最终预热温度时,红外线测温枪的红点要打在坡口周围75 mm范围内,而不是直接打在坡口上,以保证整个接头均匀加热到WPS要求的温度.图3显示的是对JZ9-3 WHPC平台钢桩组对接头预热温度进行检查时的情况.
在钢结构接头焊接过程中,质量控制人员需要经常检查焊工资质,焊材烘干和保温情况,挡风情况等.只有通过本项目焊工考试的人员,才有资格进行该项目钢结构的焊接工作.因此,焊工资质是需要重点检查的一项内容.在焊接过程中,焊工要保护好所使用的焊条和焊丝,防止其受潮,污损等,对于低氢焊条,还要注意将其放在焊条筒内进行保温.质量控制人员要经常到施工现场巡查,一旦发现焊工有违规焊接行为,应当及时制止.
对于重要结构,如主吊点板,较厚的环板,导管腿等,一般都是多层多道焊接,质量控制人员还要使用钳形电流表,测温枪等工具,监控和记录焊接电流,电压,层间温度等参数,并将其控制在WPS允许范围内.采取上述措施的目的是控制焊缝冷却速度和热输入量,最终获得性能良好的焊缝组织.在焊接过程中,随着焊接线能量和层间温度的增加,接头热影响区(HAZ)变宽,粗晶区变宽,当粗晶区晶粒变得粗大时,接头的冲击韧性会下降[3];当热输入量过小,层间温度过低时,焊道就会因冷却速度过快而产生淬硬的马氏体组织.图4是监控焊接电流的照片.
对于高强钢,若在焊接完成以后需要立即进行焊后保温缓慢冷却,则质量控制人员还要依据WPS监控保温温度和时间.焊后热处理的目的是消除残余应力,使扩散氢及时逸出,减少冷裂纹产生的可能.焊后消氢处理应该在焊接完成以后立即进行,因为有实验表明[4],高强钢扩散氢的含量会随放置时间的延长而变化,焊后0.5~12 h区间,扩散氢的逸出速度很快,逸出量比较大,可达逸出总量的90%;焊后12~24 h区间,扩散氢逸出速度变慢;焊后24~72 h区间,扩散氢逸出量基本维持不变,消氢处理意义不大.图5所示为对QK18-1 PAPA平台吊机立柱焊后热处理进行监控的情况.
焊接完成以后,需要对焊缝进行外观检验.质量控制人员要用焊缝检测尺测量焊缝余高,一般余高不应超过3.2 mm,但也不能低于母材.此外,还要依据图纸测量角焊缝的焊角尺寸.焊道打磨平整以后,要检查表面是否存在气孔,焊渣,焊瘤,未熔合,飞溅,裂纹,电弧擦伤,咬边等缺陷.具体外观验收标准可参照API 2B,API 1104,AWS D1.1及业主规格书等.对于超标的缺陷,需要焊工进行打磨处理或者返修焊接.外观检验合格以后,才能够进行无损检测.
综上所述,海洋石油平台钢结构焊接中产生缺陷的主要原因是坡口情况处理不当,预热温度不够,焊材使用不当,电流,电压超出WPS范围,焊后热处理时机把握不当等因素.因此,焊接检验员在实际检验工作中需要关注坡口清理,预热温度,电流,电压和热处理情况等重点因素,严格按照相关标准及业主规格书中的控制方法进行检验.采用上述质量控制方法和原则,在中海油天津分公司QK18-1 PAPA平台,BZ34-24 CEPA平台导管架,JZ9-3 WHPC平台等钢结构的焊接过程中,已经取得了不错的效果,焊前组对一次合格率达到97%,焊后外观一次合格率达到98%.这些方法可为保障海洋石油平台结构的焊接质量提供有效的参考.
The authors have declared that no competing interests exist.
| [1] |
坡口角度对熔深的影响 [J]. |
| [2] |
框架钢支撑-钢桁架结构焊接质量控制 [J]. |
| [3] |
焊接规范对14MnNbq钢焊接接头低温韧性的影响 [J]. |
| [4] |
高强钢焊接接头扩散氢行为研究 [J]. |

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}